
Продовжуємо цикл публікацій про виробничі процеси бренду ICER. У попередніх дописах ми розповідали про вибір та підготовку опорної пластини, а також про готування фрикційної суміші (Частина 2). Основою основ у виробництві гальмівних колодок є забезпечення міцного кріплення фрикційного матеріалу на опорній пластині. Саме тому ICER проводить тести на зсув та використовує технологію NRS (Nucap Retention System), яка дозволяє краще з’єднувати фрикційний матеріал з основою колодки завдяки наявності на пластині великої кількості зубців. Тому, настав час дізнатися більше про наступний етап.
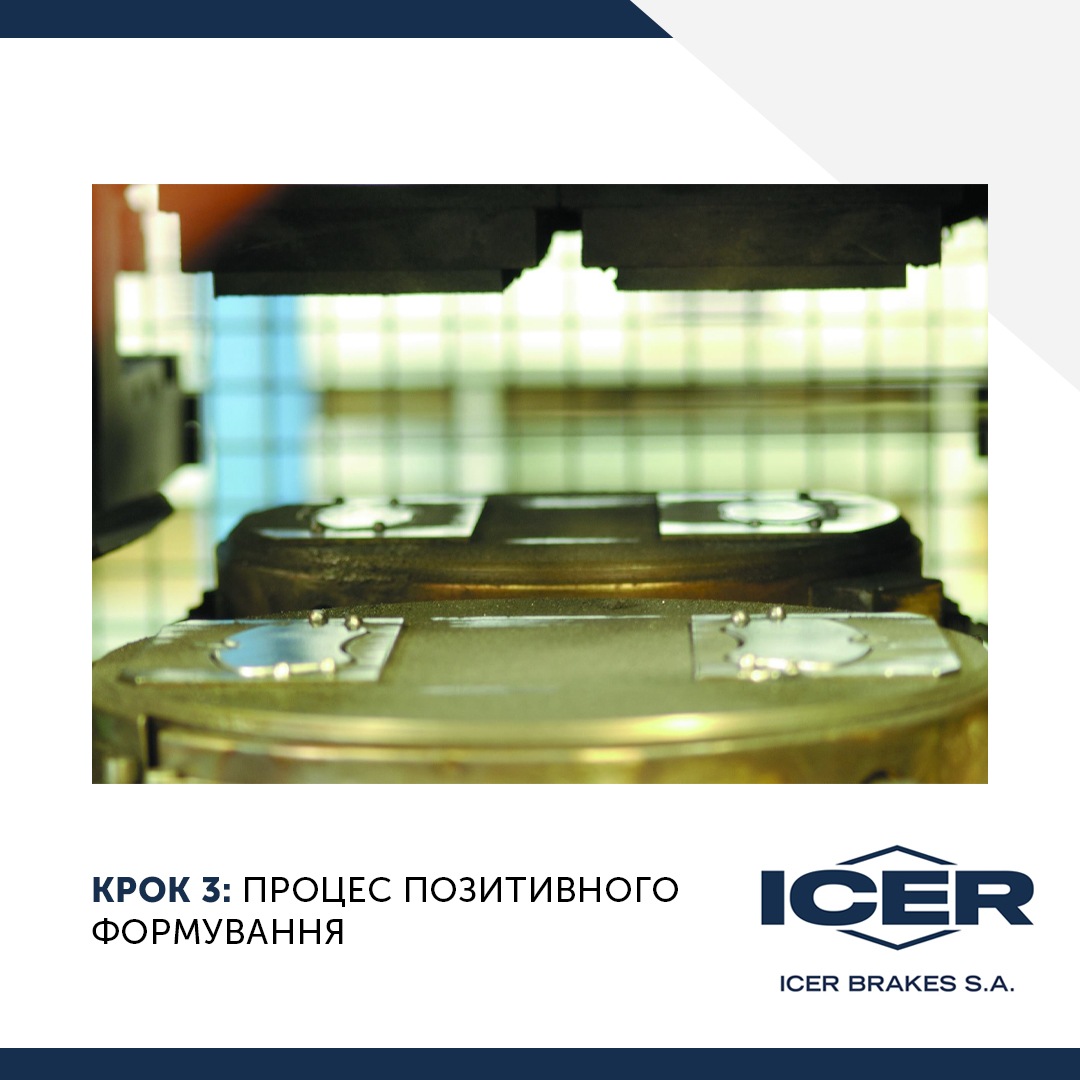
Крок 3: Процес позитивного формування
Коли суміш готова, робот під тиском поєднує її з опорною пластиною. Це робиться шляхом вдавлювання, щоб рівномірно розподілити фрикційну суміш по пластині та, відповідно, забезпечити рівномірну теплопровідність.
Не менш важливим є крок 4, а саме - шліфування та надання правильної геометрії, який власне виконується для того, аби колодка максимально якісно виконувала своє завдання: без зайвого шуму та швидкого зносу.
Після поєднання фрикційної суміші з пластиною, колодку шліфують та надають їй кінцевої геометричної форми – зрізають фаски (для зменшення частоти вібрацій і, відповідно, уникнення писку) та роблять слоти (прорізі на фрикційному матеріалі, покликані розділити площу фрикційного матеріалу на частини для більш рівномірного розподілу температури та уникнення тріщин при перегріві), виключно, якщо це передбачено її конструкцією.
У наступному дописі ми розповімо більше про scorching або процес обпалювання, а також про очищення та фарбування колодки.







{kind=link}
{kind=link}
Коментарі