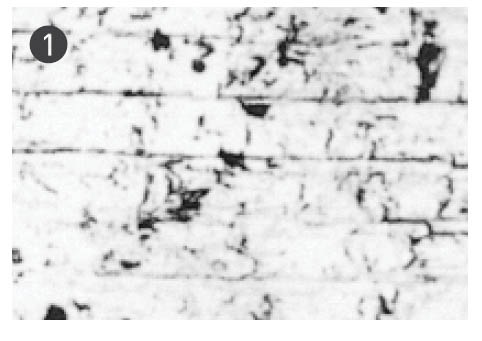
 1. Розточування
1. Розточування
Переконайтесь, що кришки корінних підшипників відповідають своєму місцеположенню і правильно орієнтовані
Використовуйте правильно заточені інструменти для розточування
Не видаляйте надмірну кількість матеріалу. Завжди залишайте припуск не менше 0,06 мм (0,03 мм с кожної сторони) для хонінгування.
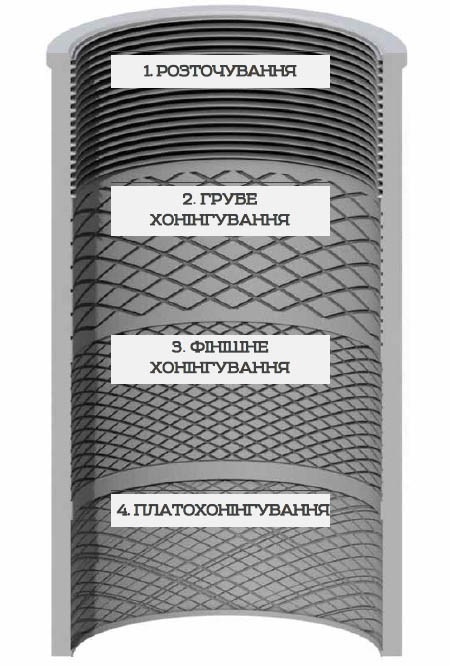

2. Грубе хонінгування
- Грубе хонінгування брусками з зернистістю 70
- Видаляйте 0.04 мм матеріалу,
- залишаючи припуск 0.02 мм для фінішного хонінгування
- Хонінгуйте до бажаного перехресного фінішного штрихування
- Підтримуйте надлишок хонінгувального масла
Використовуйте рекомендовані камені та масла.

Не слід:
- Заздалегідь хонінгувати за допомогою надто гладких брусків, бо це призведе до заполірування поверхні
- Залишати недостатній припуск для хонінгування
- Хонінгувати з надто дрібним або надто крутим кутом
- Використовувати тупі або зношені хонінгувальні бруски
Рекомендовані значення шорсткості для грубого хонінгування: Rz: 14.00 мкм
3. Фінішне хонінгування (без плато) – зернистість 220
- Розточування отвору до кінцевого розміру за допомогою хонінгувальних брусків з зернистістю 220, з видаленням як найменше 0.02 мм матеріалу отвору
- Підтримуйте надлишок чистого хонінгувального масла
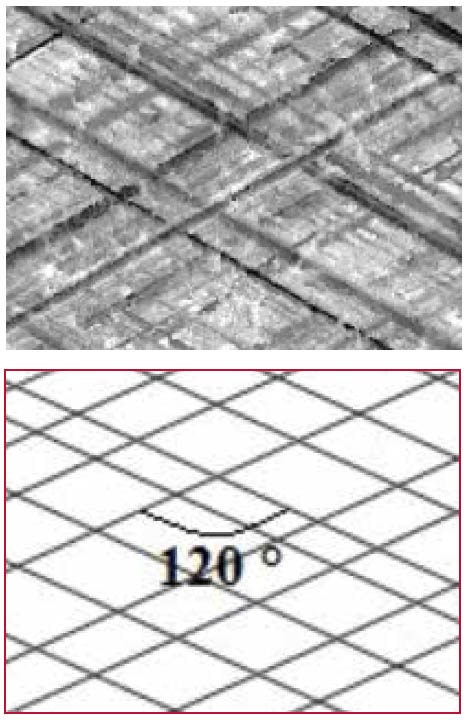
- Зберігайте кут поперечного штрихування 120 °
- Контролюйте конусність отвору
Використовуйте рекомендовані камені та масла.
Не слід:
- Хонінгувати з надлишковим тиском
- Хонінгувати наждачним папером
- Використовувати невідповідні хонінгувальні бруски
- Хонінгувати без масла
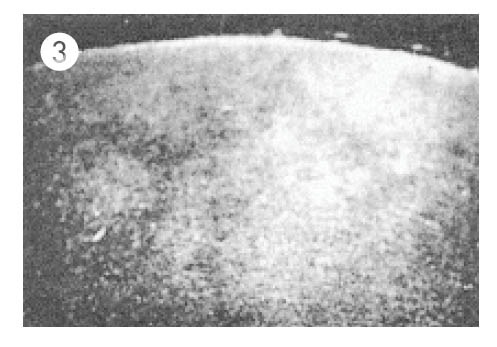
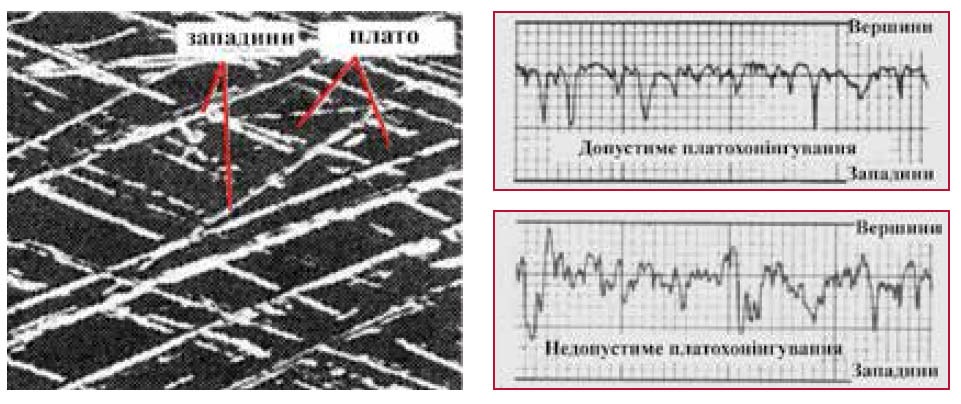
4. Платохонінгуванне - зернистість 600
Ця заключна операція плато-вершинного хонінгування або
«Платохонінгування» видаляє піки на поверхні отвору і забезпечує
гладкі плато, на яких поршневі кільця можуть швидко притиратися і
герметизуватися. Більш глибокі западини від операції хонінгування з
зернистістю 220 повинні бути видимі після платохонінгування. Більш
глибокі западини забезпечують утримання масла на поверхні отвору, що
знижує знос кілець і поршнів. Плато забезпечує ефективний контроль
витрати масла за рахунок надійного кільцевого ущільнення.
Метод:
- Нанесіть масло на стінки циліндра перед хонінгуванням.
- Платохонінгування заздалегідь хонінгованої поверхні брусками з зернистістю 220 виконується за допомогою брусків з зернистістю 600 на протязі не менше як 30 секунд в кожному отворі.
- Зберігайте кут перехресного штрихування, що дорівнює 120°. Цього можна досягнути за рахунок правильного поєднання швидкостей обертання і ходу.
- Забезпечте подавання великої кількості чистого хонінгувального масла
- Під час роботи виймайте одразу весь хонінгувальний інструмент. Уникайте виймання інструменту для хонінгування, тягнучи хонінгувальні бруски по стінкам циліндра.
- Після завершення операції перевірте отвір на наявність рівномірного малюнка.
- ВИКОРИСТОВУЙТЕ РЕКОМЕНДОВАНІ КАМЕНІ, ЩІТКИ І МАСЛА

5. Очищення
Важливість ретельного очищення стінок циліндра часто упускається з виду. Це належить робити за допомогою гарячої мильної води і щітки з жорсткою щетиною (ідеально підходить туалетна щітка), поки не будуть видалені всі забруднення і металічні частинки. Очищення парафіном, розчинниками або миттям з високим тиском після хонінгування недостатньо ефективне. Гаряча мильна вода вимиває забруднення і металічні частинки, а щітка очищує хонінгувальні западини. Поверхню циліндра можна вважати чистою, якщо на білій ганчірці при її протиранні не залишається плям.
Після очищення висушіть робочі поверхні циліндрів і змажте їх маслом. Коли двигун зібраний, поверхні циліндрів повинні бути знову ретельно очищені від пилу і піску, що могли там накопичитись.
6. Хонінгувальні масла і камені
- Використовуйте безперервну подачу масла. Безперервна подача хонінгувального масла необхідна для охолодження ріжучої поверхні, змивання рихлих забруднень і зберігання гостроти хонінгувальних брусків без засмічення.
- Використовуйте рекомендовані масла для хонінгування. Масло для хонінгування хорошої якості викликає РЕАКЦІЮ під час операції хонінгування, яка запобігає засолюванню каменів, поліруванню поверхні та утворенню вкраплень сторонніх частинок, які погіршують якість обробки поверхні і чистоту матеріалу отвору.
- За можливості використовуйте фільтроване масло для хонінгування. Фільтрація хонінгувального масла видалить абразивні та металеві частинки, які зазвичай циркулюють і викликають пошкодження оброблюваної поверхні.
- Обирайте правильні хонінгувальні бруски. Для конкретного матеріалу один тип зерна може бути рекомендований для чистової обробки, а інший – для зняття припуску. Також це залежить від форми і розміру оброблюваної поверхні.
- Уникайте контакту з нижньою кромкою циліндра. Це може скоротити термін служби каменів


Усі вказані торгові марки належать Tenneco Inc. або одній чи декільком її дочірнім компаніям в одній чи декількох країнах світу.





Коментарі